在胶粘剂中填充中空玻璃珠(空心玻璃微珠)需综合考虑材料特性、工艺参数及设备选择,以实现轻量化、成本优化和性能提升。以下是具体操作步骤及关键要点:
一、材料选择与预处理
中空玻璃珠筛选
粒径匹配:根据胶粘剂粘度和应用场景选择粒径(如10-50μm用于高流动性胶,50-100μm用于增稠型胶)。
密度控制:优先选用低密度(0.1-0.6g/cm³)微珠,以最大化轻量化效果。
破碎率检测:选择破碎率低于5%的产品,避免填充后密度上升(如通过显微镜或激光粒度仪检测)。
表面处理:若微珠与胶粘剂相容性差,可进行硅烷偶联剂处理(如用KH-550溶液浸泡后烘干),提升界面结合力。
胶粘剂基体适配
树脂类型:环氧树脂、聚氨酯、丙烯酸酯等均可填充,但需根据微珠耐温性选择(如玻璃化转变温度Tg需高于使用温度)。
粘度调整:填充前需评估胶粘剂初始粘度,若过高需添加稀释剂(如活性单体)以降低混合难度。
二、填充工艺与设备
混合方式选择
低剪切搅拌:
设备:使用行星搅拌机或双行星混合机,避免高速分散机产生的高剪切力导致微珠破碎。
参数:搅拌速度控制在200-500rpm,时间10-30分钟,确保微珠均匀分散。
三辊研磨机(可选):
适用于高粘度胶粘剂,通过辊间间隙调整(建议0.1-0.5mm)实现微珠分散,同时避免过度挤压。
分步填充法
预分散:将微珠与部分树脂(如总量的20%)预先混合,制成母料,再加入剩余树脂中搅拌,可提高填充均匀性。
真空脱泡:混合后抽真空(压力≤-0.08MPa)10-15分钟,消除微珠间空气,避免胶层孔隙。
喂料与挤出工艺(针对热熔胶或反应型胶)
侧喂料设计:在双螺杆挤出机中,通过侧喂料口加入微珠,减少其在螺杆中的停留时间,降低破碎风险。
温度控制:挤出段温度需低于微珠软化点(通常≤600℃),避免微珠变形或破裂。
三、关键参数控制
填充比例优化
质量比:通常为5%-20%,需通过实验确定最佳值。例如:
密封胶:填充10%微珠,密度降低30%,拉伸强度保持率≥80%。
结构胶:填充15%微珠,剪切强度下降≤15%,但成本降低25%。
体积填充率:通过公式计算理论最大填充量:
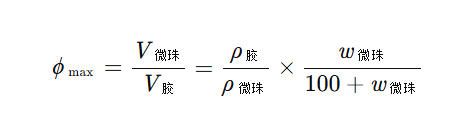
2. 粘度调控
填充后胶粘剂粘度可能上升,需通过调整树脂分子量或添加增塑剂(如邻苯二甲酸二辛酯)维持施工流动性。
固化工艺调整
反应型胶:微珠可能阻碍固化剂扩散,需延长固化时间(如环氧胶从2小时延长至4小时)或提高固化温度(如从80℃升至100℃)。
热熔胶:需确保微珠耐温性高于熔融温度(如玻璃微珠耐温≥800℃)。
四、性能验证与改进
密度测试:使用比重瓶法或阿基米德原理测量填充后胶粘剂密度,确保达到目标值(如≤1.0g/cm³)。
力学性能测试:通过拉伸、剪切试验验证强度变化,若下降超过20%,需优化微珠粒径或表面处理。
微观结构分析:用扫描电子显微镜(SEM)观察微珠分散状态,若出现团聚,需调整搅拌工艺或添加分散剂(如BYK-W9010)。

五、应用案例参考
航空航天密封胶:填充15%微珠(粒径30μm),密度从1.5g/cm³降至0.9g/cm³,耐温性提升至200℃。
汽车点焊胶:填充10%微珠(粒径50μm),成本降低18%,同时满足车身轻量化需求。
电子封装胶:填充8%微珠(表面镀银处理),导热系数提升15%,同时保持绝缘性能。
通过科学选材、精准控制工艺参数及严格性能验证,可实现胶粘剂与中空玻璃珠的高效填充,满足轻量化、低成本及高性能的多元化需求。


